
оборудование для производства шляпного профили
оборудование для производства шляпного профили
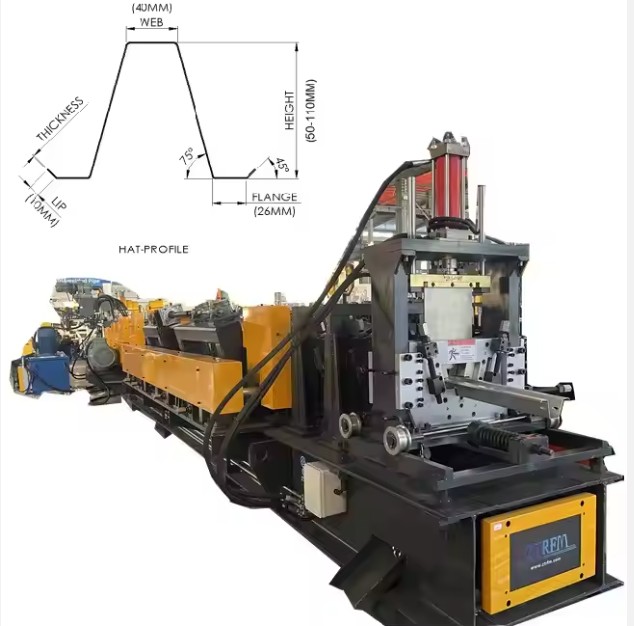
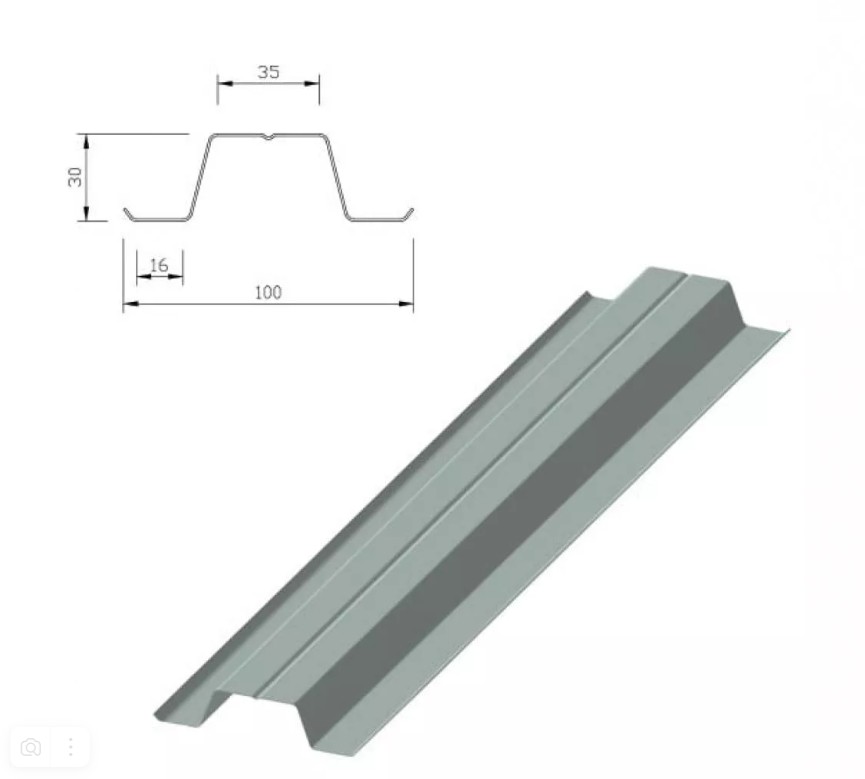
Шляпный профиль из стали представляет собой металлическую деталь,
которая используется при обрешетке кровли или фасада здания.
В сечении элемент имеет форму головного убора, поэтому он и получил такое название.
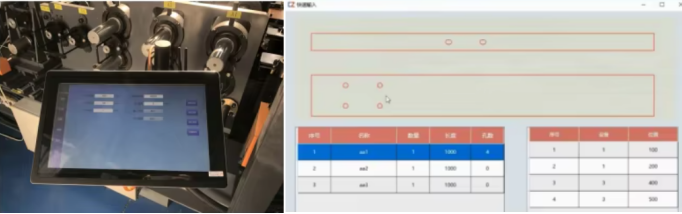
Технологическая схема производства
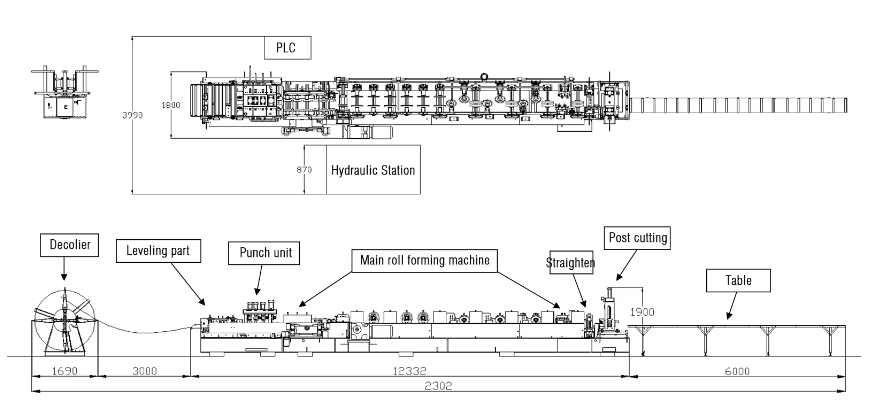
состав машины
Параметры машины для производства шляпного профиля
1. Скорость формования при прокатке: 28 метров в минуту, общая скорость 12-18 метров в минуту (в зависимости от количества просверленных отверстий)
2.Материал опоры: Горячекатаная полосовая сталь или горячекатаная оцинкованная полосовая сталь с пределом текучести не более 440 МПа.
3.Подача: направляющий вал + направляющее колесо
4.Выравнивание: три сверху, четыре снизу и два канала для подачи. Полностью твердая сердцевина подвергается закалке и отпуску, а затем после прецизионной обработки подвергается гальваническому покрытию.
5.Основное формование: 16 процессов формования (один из которых - формование по пояс с любым регулируемым роликом, установленным под углом 72-80 градусов)
6. 20 Цепи для передачи
7.Введение: Оснащен трансмиссией, приводимой в движение верхними и нижними шестернями вала

1 разматыватель (на картине гидравлический разматыватель )

2 заходное устройство

| Выравнивающие ролики | 3 вверх и 4 вниз |
| Материал ролика | Cr15 |
| Диаметр ролика | 75мм |
| Регулировка ширины подачи | автоматическая с помощью кнопки |
здесь есть электрическая кнопка, с помощью которой можно автоматически регулировать ширину подачи Убедитесь, что введенный стальной лист ровный и аккуратный, и тогда процесс формирования рулона можно будет сделать точным | |
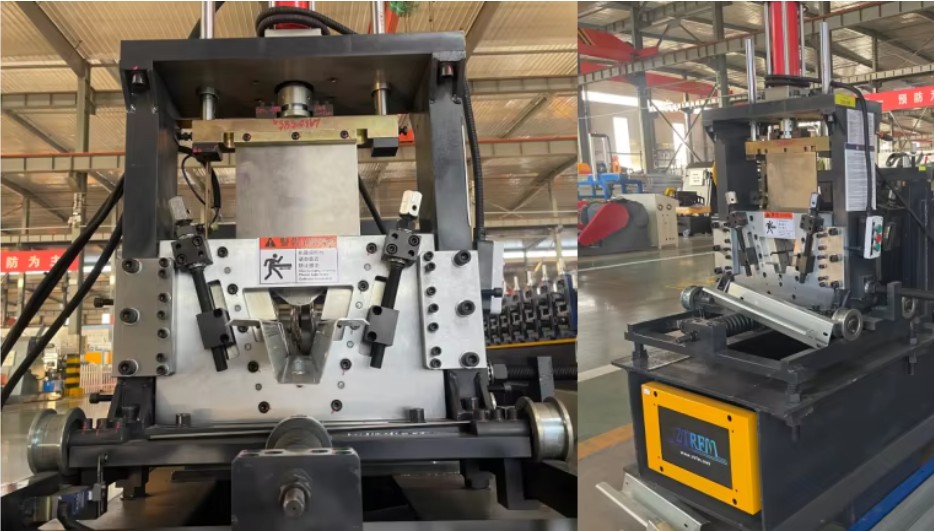
3 прокатный станок


| Основная прокатная машина | Диаметр валов: Φ80 мм |
| Материал роликов | Cr12 Обработка с ЧПУ термообработка до HRC: 58-60, чистовая токарная обработка |
| Количество слетей | 22 штук |
| Материал валов | 40 Cr, обрабатываемый ЧПУ HRC28-32, чистовая токарная обработка гальванопластика |
| Скорость формования | 15 м/мин (макс) |
| Напряжение | 480 В / 60 Гц / 3 В (по запросу) |
| Способ передачи | Двойные цепи + концевая опора вала |
| Мощность серводвигателя | 60 кВт |
| Изменение размеров | Автоматически с помощью ПЛК |
| изменение формы | Автоматически или вручную |
4 Гильотина для резки ( Гидравлический )
| Материал лезвия | закалочная обработка Cr12mov |
| Измерение длины | автоматическое измерение с помощью энкодера, допуск по длине составляет 1 мм/3 м |
Вы можете вручную настроить резак для резки заготовок различных размеров. Вам не нужно менять новое лезвие, и этим резаком легко управлять. |
5 ПЛК система управления
| Сменный распределительный ящик | 1 (устанавливается в середине стойки) |
| Внешний контроллер | 1 (может легко перемещаться вперед и назад в процессе производства и отладки) |
| Основные бренды аксессуаров | ПЛК (Panasonic, Япония) реле (Schneider, Франция), бесконтактный переключатель (Autonex, Южная Корея), датчик длины (международный бренд высокого класса), сенсорный экран (Weilun). |
6 приёмный стол

Ниже приведены сценарии применения для вашей справки



