станок для производства образных профилей C/Z
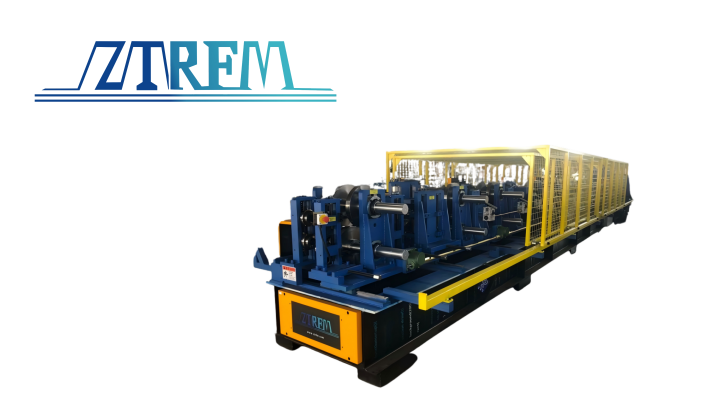
СТАНОК ДЛЯ ПРОИЗВОДСТВА ОБРАЗНЫХ ПРОФИЛЕЙ C/Z

Станок для производства образных профилей CZ работает в автоматическом режиме на 90%,
размеры меняются автоматически,
C и Z меняются автоматически,
серводвигатель работает на высокой скорости, в станке используется только система предварительной резки,
система последующей резки отсутствует.
Преимущество: Станок не режет отходы, станок для предварительной резки работает быстрее,
чем станок для последующей резки.
Станок для предварительной резки не требует регулировки режущих лезвий.
чертежи
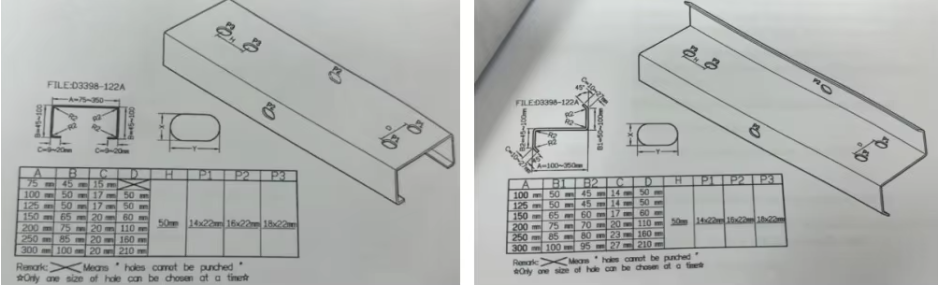
Требования к изделию станка образного профиля CZ:
| толщина | 1-3,5мм |
| Предел текучести | 350 МПа |
| ширмна | 80-350мм |
| Фланец | 30-100 мм |
Технологическая схема
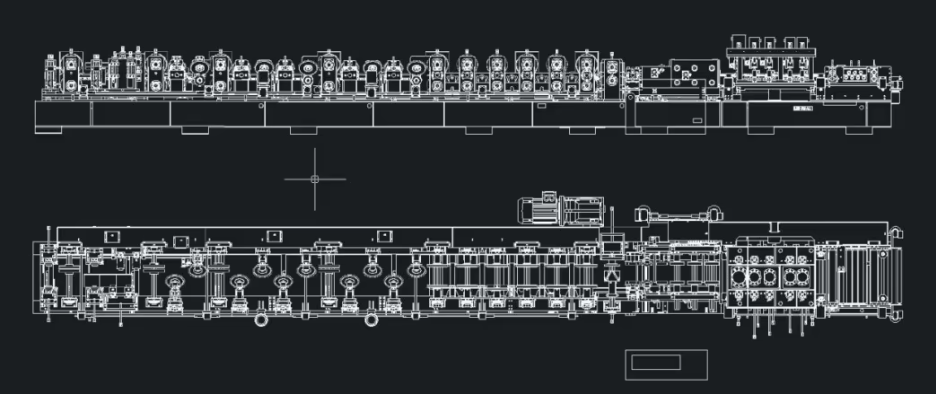
Разматыватель → Подача рулона в машину → Выравнивание → Штамповка и предварительная резка
→ Прокатный станок → Приёмный стол
| Основные параметры профилегибочной машины CZ | ||
| 1.Материал заготовки | Предел текучести материала: Только стандартная сталь G350 или аналогичная | Толщина1-3,5мм (стандартная) |
| 2.размер профиля | 80-350 мм (может регулироваться автоматически) | Изменение размеров Автоматически с помощью ПЛК |
| 3.Напряжение | 480 В, 60 Гц | 3 фазы в соответствии с вашими требованиями |
4.Система управления | Электрический шкаф | Индивидуальный заказ (известный бренд) |
| язык | Английский (поддержка нескольких языков) | |
| программируемый логический контроллер | Автоматическое производство всей машины целиком. Можно задать партию, длину, количество и т.д.Ввод чертежей САПР | |
| 5.Скорость формования | 35 м/мин (макс) | Скорость зависит от формы плитки и толщины материала. |
1 гидравлический размотчик

| Грузоподъемность | 6 тонн |
| Тип | Активный |
| Внутренний диаметр рулона | 450-550 мм |
| Ширина подачи | ≤ 500 мм |
| Конструкция | Сжатие и расширение катушки происходит автоматически, с помощью гидравлической системы. |
2 Подающая и выравнивающая часть (заходное устройство)

| Выравнивающие ролики | 3 вверх и 4 вниз |
| Материал ролика | Cr15 |
| Диаметр ролика | 75 мм |
| Регулировка ширины подачи | автоматическая с помощью кнопки |
| Убедитесь, что стальной лист укладывается ровно и аккуратно, а затем процесс формирования рулона можно сделать точным | |
3 Часть для пробивки и предварительного среза

| Устройство для пробивки с гидравлической системой | |
| Пресс-форма для пробивки | Обработка закалкой Gcr12 |
| Станция 1 | Пробивка центральных отверстий снизу |
| Станция 2 | Пробивка двойных боковых отверстий снизу |
| Станция 3 | Пробивка двойных боковых отверстий снизу |
| Станция 4 | Пробивка двойных боковых отверстий снизу |
| Станция 5 | Предварительная гидравлическая резка |
4 Основная формовочная часть ролика

| Материал ролика | Cr12, обрабатываемый ЧПУ, термообработка до HRC: 58-60 , чистовая обточка |
| Количество клете | 22 штук |
| Диаметр валов | 75мм |
| Материал валов | 40-кратная обработка с ЧПУ HRC28-32, чистовая токарная обработка и гальванопластика |
| Скорость формования | макс. 37 м/мин |
| Напряжение | 380 В/ 50 Гц / 3P (по запросу) |
| Способ передачи | Двойные цепи + концевая опора вала |
| Мощность серводвигателя | 42 кВт |
| Изменение размеров | с помощью ноутбука / электрической кнопки |
| Изменение положения C и Z | Автоматическое управление с помощью ПЛК |
5 гидростанция

| Для штамповки и резки используется один и тот же гидравлический бак. | |
| Объем бака | 300 литров |
| номер гидромасла | 46# |
| Мощность гидростанции | 15 кВт + воздушный охладитель |
6 приёмный стол (эталонное изображение)

Упаковка и отгрузка